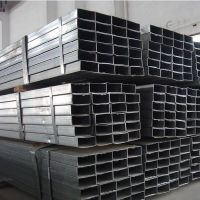
| 材质:Q235 | 产地/厂家:友联 | 仓库:天津国际物流园 |
| 规格:219*6 | 计重方式:过磅 |
承压流体运送,用螺旋缝埋弧焊钢管SY5036-2000,首要用于运送石油、天然气的管线;
承压流体运送用螺旋缝高频焊钢管SY5038-2000,用高频搭接焊法焊接的,用于承压流体运送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;
通常低压流体运送,用螺旋缝埋弧焊钢管SY5037-2000,选用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等通常低压流体运送用埋弧焊钢管。
螺旋钢管的常用标准通常分为:SY/T5037-2008(部标、也叫 通常流体运送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-2008(国标、也叫石油天然气工业运送钢管交货技术条件有些:A级钢管(需求严重的有GB/T9711.2 B级钢管))、API-5L(美国石油协会、也叫管线钢管;其间分为PSL1和PSL2两个等级)、SY/T5040-2008(桩用螺旋焊缝钢管)。
SY/T5037-2008是石油部设标准通常都称做部标
GB/T9711.1-2008国家螺旋管,石油天然气工业运送钢管,A级
通常低压流体运送用螺旋缝高频焊钢管(SY5039-2000)是以热轧钢带卷作管坯,经常温螺旋成型,选用高频搭接焊法焊接用于通常低压流体运送用螺旋缝高频焊钢管。
桩用螺旋焊缝钢管(SY5040-2000)是以热轧钢带卷作管坯,经常温螺旋成型,选用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等根底桩用钢管

工具除锈
首要运用钢丝刷等东西对钢材外表进行打磨,能够去掉松动或翘起的氧化皮、铁锈、焊渣等。手动东西除锈能抵达Sa2级,动力东西除锈可抵达Sa3级,若钢材外表附着健旺的氧化铁皮,东西除锈效果不志趣,达不到防腐施工需求的锚纹深度酸洗
酸洗 除锈
通常用化学和电解两种方法做酸洗处理,管道防腐只选用化学酸洗,能够去掉氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理。化学清洁尽管能使外表抵达一定的清洁度和粗糙度,但其锚纹浅,并且易对环境构成污染。
喷(抛)射除锈
为获得较好的均匀清洁度和粗糙度散布,磨料的粒径及配比方案恰当首要。粗糙度太大易构成防腐层在锚纹尖峰处变薄;一起由于锚纹太深,在防腐过程中防腐层易构成气泡,严重影响防腐层的功用。
粗糙度太小会构成防腐层附着力及耐冲击强度下降。对于严重的内部点蚀,不能仅靠大颗粒磨料高强度冲击,还必须靠小颗粒打磨掉腐蚀产品来抵达拾掇效果,一起合理的配比方案不仅可减缓磨料对管道及喷嘴(叶片)的磨损,并且磨料的利用率也可大大提高。通常,钢丸的粒径为0.8~1.3 mm,钢砂粒径为0.4~1.0 mm,其间以0.5~1.0 mm为首要成分。砂丸比通常为5~8。
应当留神的是在实际操作中,磨猜中钢砂和钢丸的志趣比例很难抵达,原因是硬而易碎的钢砂比钢丸的破碎***。为此,在操作中应不断抽样检查混合磨料,根据粒径散布情况,向除锈机中掺入新磨料,并且掺人的新磨猜中,钢砂的数量要占首要的。
螺旋钢管新闻资讯:
2、焊条、焊丝角度不正确。2. 预焊工艺3、螺旋钢管的螺纹及管接头2、焊条、焊丝角度不正确。3、焊接条件及接头状选择不当。UOE管在螺旋钢管市场上被认为在质量和可靠性上是的钢管。海底管道、河流穿越段、大落差地段、经过地震区和活动断层的地段、经过沼泽的地段以及难于抢修的地段,各国管道设计师仍然坚持采用UOE钢管。UOE钢管的生产机组由于价格高昂,仍然为少数国家所拥有。2.1 预焊工艺过程试样在拉伸过程中,在拉断时所承受的力(Fb),出以试样原横截面积(So)所得的应力(σ),称为抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作下抵抗破坏的能力。计算公式为:ERW 高频螺旋钢管的焊接工艺是采用高频电流产生的集肤效应原理把热轧板卷边缘进行加热至熔融状态,再通过机械挤压方法进行焊接。通过该工艺生产的确焊接钢管焊缝中心会有一条白色的熔合线,在熔合线两侧的热影响区会产生由中部向表面方向延伸的金属流线。在焊接过程中,管坯金属经历了冷态、热态、再冷态的热循环过程,因此,母材的理化性能、晶粒度、非金属夹杂物,成型和焊接条件及热处理工艺等都会对焊缝的性能特别是冲韧性等产生影响。在螺旋钢管生产过程中,通过选用冲击韧性的板卷来确保焊接钢管母材的性能,结合焊接过程的控制与调整来确保尽可能降低缺陷,担高焊缝的 性能。