| 材质:Q235 | 产地/厂家:友联 | 仓库:天津国际物流园 |
| 规格:219*6 | 计重方式:过磅 |
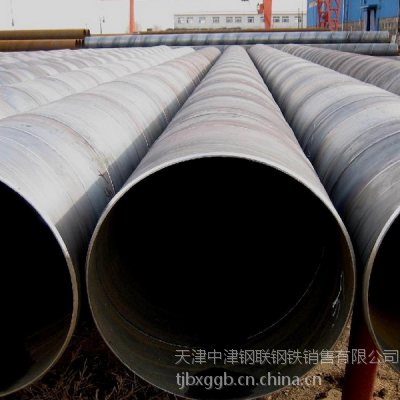
承压流体运送,用螺旋缝埋弧焊钢管SY5036-2000,首要用于运送石油、天然气的管线;
承压流体运送用螺旋缝高频焊钢管SY5038-2000,用高频搭接焊法焊接的,用于承压流体运送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;
通常低压流体运送,用螺旋缝埋弧焊钢管SY5037-2000,选用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等通常低压流体运送用埋弧焊钢管。
螺旋钢管的常用标准通常分为:SY/T5037-2008(部标、也叫 通常流体运送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-2008(国标、也叫石油天然气工业运送钢管交货技术条件有些:A级钢管(需求严重的有GB/T9711.2 B级钢管))、API-5L(美国石油协会、也叫管线钢管;其间分为PSL1和PSL2两个等级)、SY/T5040-2008(桩用螺旋焊缝钢管)。
SY/T5037-2008是石油部设标准通常都称做部标
GB/T9711.1-2008国家螺旋管,石油天然气工业运送钢管,A级
通常低压流体运送用螺旋缝高频焊钢管(SY5039-2000)是以热轧钢带卷作管坯,经常温螺旋成型,选用高频搭接焊法焊接用于通常低压流体运送用螺旋缝高频焊钢管。
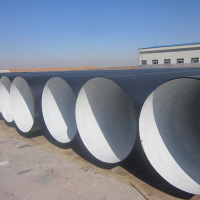
桩用螺旋焊缝钢管(SY5040-2000)是以热轧钢带卷作管坯,经常温螺旋成型,选用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等根底桩用钢管

工具除锈
首要运用钢丝刷等东西对钢材外表进行打磨,能够去掉松动或翘起的氧化皮、铁锈、焊渣等。手动东西除锈能抵达Sa2级,动力东西除锈可抵达Sa3级,若钢材外表附着健旺的氧化铁皮,东西除锈效果不志趣,达不到防腐施工需求的锚纹深度酸洗
酸洗 除锈
通常用化学和电解两种方法做酸洗处理,管道防腐只选用化学酸洗,能够去掉氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理。化学清洁尽管能使外表抵达一定的清洁度和粗糙度,但其锚纹浅,并且易对环境构成污染。
喷(抛)射除锈
为获得较好的均匀清洁度和粗糙度散布,磨料的粒径及配比方案恰当首要。粗糙度太大易构成防腐层在锚纹尖峰处变薄;一起由于锚纹太深,在防腐过程中防腐层易构成气泡,严重影响防腐层的功用。
粗糙度太小会构成防腐层附着力及耐冲击强度下降。对于严重的内部点蚀,不能仅靠大颗粒磨料高强度冲击,还必须靠小颗粒打磨掉腐蚀产品来抵达拾掇效果,一起合理的配比方案不仅可减缓磨料对管道及喷嘴(叶片)的磨损,并且磨料的利用率也可大大提高。通常,钢丸的粒径为0.8~1.3 mm,钢砂粒径为0.4~1.0 mm,其间以0.5~1.0 mm为首要成分。砂丸比通常为5~8。
应当留神的是在实际操作中,磨猜中钢砂和钢丸的志趣比例很难抵达,原因是硬而易碎的钢砂比钢丸的破碎***。为此,在操作中应不断抽样检查混合磨料,根据粒径散布情况,向除锈机中掺入新磨料,并且掺人的新磨猜中,钢砂的数量要占首要的。
螺旋钢管新闻资讯:
2.UOE钢管3、焊接条件及接头状选择不当。 螺旋钢管焊缝描画:焊缝的成型系数过小,焊缝的形状窄而深,气体和夹杂物不简略浮出,易构成气孔和夹渣。通常焊缝成型系数控制在1.3-1.5,厚壁螺旋钢管取值,薄壁取小值。焊透度不佳。表里焊缝金属堆叠度不可,有时未焊透。这种状况叫做焊透度短少。 5.启动上料小车前行,在所放钢带圆心与两锥头圆心为一条直线时将其停下。(1)带螺纹交货的螺旋钢管,螺纹应在镀锌后车制,螺纹应符合YB-822的规定; 直缝螺旋钢管,凡是生产直缝螺旋钢管,热扩管等,以带钢为生产原料,在高频焊接设备上进行直缝焊接得到的管子都叫直缝螺旋钢管。(由于钢管的焊接处成一条直线故而得名)。 其中按照用途不同,又不同的后道生产工序,.(大致可分为脚手架管,流体管,电线套管,支架管,护栏管等几种)。直缝螺旋钢管标准 GB/T3091-2008而低压流体螺旋钢管是直缝螺旋钢管的一种,一般用水,煤气的输送, 在焊接完毕后比普通螺旋钢管多加以一道水压测试,故而低压流体管比普通直缝螺旋钢管价格一般高出一点(按现在的市场价来说,大概高出80元左右) 例如:焊接钢管流体管1寸(DN25)(就是Φ33.5*3.25) 价格大概在3950每吨。 而普通直缝螺旋钢管在3880左右。 (7)机械强度大、刚性高,可生产高强度厚壁直缝螺旋钢管。由于FFX成型技术的变形以水平辊为主,而且粗成型后段的立辊也无需使用内辊来控制变形,因此设备结构上容易实现高强度和高刚度,可以生产高强度厚壁直缝螺旋钢管。如610(24in)FFX高频直缝螺旋钢管机,当钢级为X70时,直缝螺旋钢管壁厚为22mm;当钢级为X80时,直缝螺旋钢管壁厚为20mm这是目前所有排辊成型机无法做到的。